 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
- Hem
- Om oss
- Produkter
- Teknisk service
- Nyheter
- Kontakta oss
Svenska
Produkter








Bunching strängtråd fast strängmatris
Tråddragning görs genom att föra metalltråden genom hålet i Wire Drawing Die och applicera en dragkraft på tråden vid utgångssidan av formen. Tråden dras samman och kläms in i formhåligheten och blir gradvis tunnare, och dess hastighet ökar nära utgången från formhålet. Eftersom trådens volym är konstant, gör minskningen i tvärsnitt att den sträcks. I mitten finns ett hål av en viss form, såsom runda, fyrkantiga, åttakantiga eller andra speciella former. När metallen dras genom formhålet blir storleken mindre och till och med formen ändras.
Produktbeskrivning
strängtrådsfasta strängar
Massivtrådstrådsformar
| Produktnamn | Multi-Wire Diamond Dies; PCD tråddragningsmatriser; PCD-ritningsverktyg; Diamantritningsverktyg |
| Hålstorlekar | 0,100-16,000(mm); 0,0039-0,6260(tum) |
| Diamond Range | Compax, Sumidia, De Beers. |
| Fördelar | Tillverkad av högkvalitativ formkärna, den har fördelarna med enhetlig struktur, stark slitstyrka, hög finish, hög precision och lång livslängd, Ytfinishen och noggrannheten hos valstråd kan säkerställas under långvarig tråddragning. |
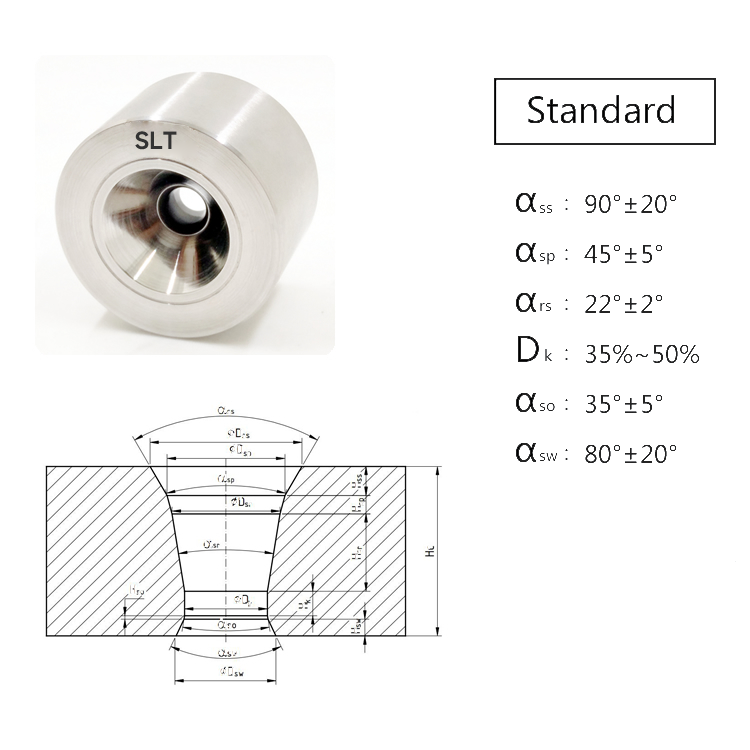
| α(ss)Entré | Inloppsområdet är polerat så att dragvätskan kan cirkulera smidigt |
| α(sp)Approach | Smörjområdet är fint polerat, så att tråden lätt kan bli överdriven |
| α(rs)Reduktion | Arbetsområdet kan minska dragkraften, och växlingspunktskontakten är vinkelritning ansikte mot ansikte, vilket minskar friktion och slitage på formen. Den deformerade strukturen är mer rimlig och stabil. Den övre linjen kan dras smidigt när den inkommande linjen blir tjockare eller tunnare. |
| d(k)lager | Det fasta varpområdet kan säkerställa trådens exakta diameter, jämnhet och orundhet under lång tid. |
| α(so)ryggavlastning | Säkerhetsvinkeln kan säkerställa att tråden dras utan repor, och den förväntade livslängden tenderar att bli längre. |
| α(sw)Avsluta | Fördjupningen av utloppet kan i hög grad stödja utloppets dragspänning. |
Tråddragning görs genom att föra metalltråden genom hålet på tråddragningsdynan och applicera en dragkraft på tråden vid utgångssidan av formen. Tråden dras samman och kläms in i formhåligheten och blir gradvis tunnare, och dess hastighet ökar nära utgången från formhålet. Eftersom trådens volym är konstant, gör minskningen i tvärsnitt att den sträcks. I mitten finns ett hål av en viss form, såsom runda, fyrkantiga, åttakantiga eller andra speciella former. När metallen dras genom formhålet blir storleken mindre och till och med formen ändras.
Det bästa materialet beror på tråden du drar och mängden du drar. Kontakta oss för att hjälpa dig välja den mest ekonomiska lösningen och minska den totala ägandekostnaden för dina ritverktyg.
Tolerans
|
Diameter(tum)
|
Diameter (mm)
|
Tolerans(mm)
|
Rundhet (mm)
|
|
≤0,00157
|
≤0,040
|
0,0003
|
0,0002
|
|
0,00158-0,00393
|
0,041-0,099
|
0,0005
|
0,0003
|
|
0,00394-0,01968
|
0,100-0,499
|
0,001
|
0,0005
|
|
0,01969-0,03936
|
0,500-0,999
|
0,0015
|
0,0008
|
|
0,03937-0,05905
|
1 000-1 499
|
0,002
|
0,001
|
|
0,05906-0,08661
|
1,500-2,199
|
0,003
|
0,0015
|
|
0,08662-0,12992
|
2,200-3,299
|
0,004
|
0,002
|
|
0,12993-0,18110
|
3.300-4.599
|
0,005
|
0,0025
|
|
0,18111-0,22834
|
4,600-5,799
|
0,006
|
0,003
|
|
0,22835-0,29921
|
5,800-7,599
|
0,007
|
0,0035
|
|
0,18111-0,41338
|
4.600-10.499
|
0,008
|
0,004
|
PCD-dödar med Sumidia PCD-ämnen
|
tum
|
mm
|
ADDMA
|
Maximal diameter
|
|
0,0039-0,0157
|
0,100-0,400
|
D6
|
0,5
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
1.0
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
0,8
|
|
0,0197-0,0591
|
0,500-1,500
|
D15
|
1,5
|
|
0,0197-0,0709
|
0,500-1,800
|
D15
|
1,8
|
|
0,0315-0,0787
|
0,800-2,000
|
D18
|
2.0
|
|
0,0315-0,0906
|
0,800-2,300
|
D18
|
2.3
|
|
0,0472-0,1378
|
1,200-3,500
|
D21
|
3,5
|
|
0,0591-0,1811
|
1,500-4,600
|
D24
|
4.6
|
|
0,1299-0,2126
|
3,300-5,400
|
D27
|
5.4
|
|
0,1299-0,2283
|
3,300-5,800
|
D27
|
5,8
|
|
0,2008-0,2992
|
5,100-7,600
|
D30
|
7,6
|
|
0,3150-0,4134
|
8.000-10.500
|
D33
|
10,5
|
|
0,3150-0,5000
|
8.000-12.700
|
D36
|
12,7
|
Kornstorlekarna F S M C E finns tillgängliga.

Produktsortiment
|
mm
|
tum
|
ND
|
SSCD
|
PCD
|
TC
|
|
0,012-0,049
|
0,0005-0,0019
|
●
|
●
|
|
|
|
0,050-0,099
|
0,0019-0,0039
|
●
|
●
|
|
|
|
0,100-0,599
|
0,0039-0,0236
|
●
|
●
|
●
|
●
|
|
0,600-2,099
|
0,0236-0,0826
|
●
|
|
●
|
●
|
|
2,1-15,9
|
0,0827-0,6260
|
|
|
●
|
●
|
|
16,0-35,0
|
0,6260-1,3780
|
|
|
|
●
|
Multi-Wire Diamond Drawing Dies
Fabrikspris Diamond Wire Drawing Dies; Multi-Wire PCD Wire Drawing Dies med lång livslängd
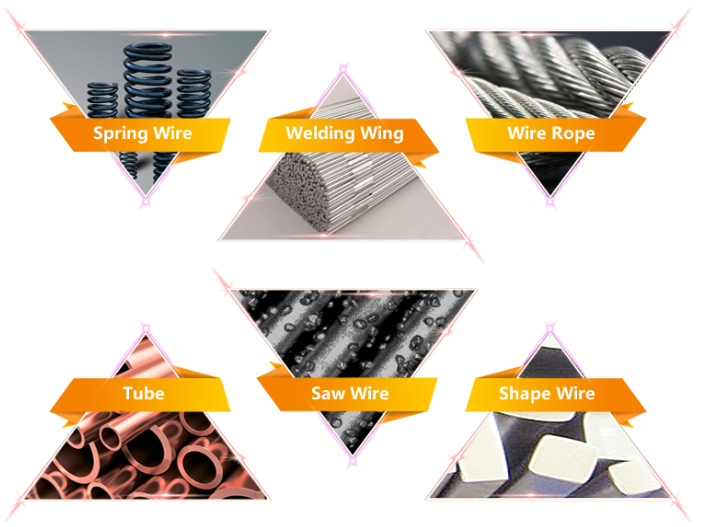
Tråddragningsformen är en mycket viktig och förbrukningsbar produkt som används av olika metalltrådstillverkare för att dra trådar. Användningsområdet för tråddragningsformar är mycket brett, används främst för att rita raka och svårbearbetade föremål som stänger, trådar, trådar, rör etc., och generellt lämpliga för ritningsbearbetningsoperationer av metall och legeringsmaterial som t.ex. stål, koppar, volfram, molybden, etc. . Eftersom kostnaden för tråddragningsformen kan nå mer än hälften av tråddragningskostnaden, är hur man kan minska förbrukningskostnaden för tråddragningsformen och öka dess livslängd det primära problemet som metalltrådsproduktionsenheter snarast måste lösa.
Wire Drawing Dies har ett brett användningsområde, till exempel: högprecisionstrådar som används i elektroniska enheter, radarer, tv-apparater, instrument och flyg, såväl som vanliga volframtrådar, molybdentrådar, rostfria ståltrådar, tråd och kabeltrådar och olika legeringstrådar, som alla är gjorda av diamant Den dras av en tråddragningsdyna. På grund av användningen av naturlig diamant som råmaterial har diamanttrådsdragmatrisen stark slitstyrka och extremt lång livslängd.

