 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Introduktion av tråddragningsformhålstrukturen
Introduktion av tråddragningsformhålstrukturen
Introduktion av tråddragningshålstrukturen
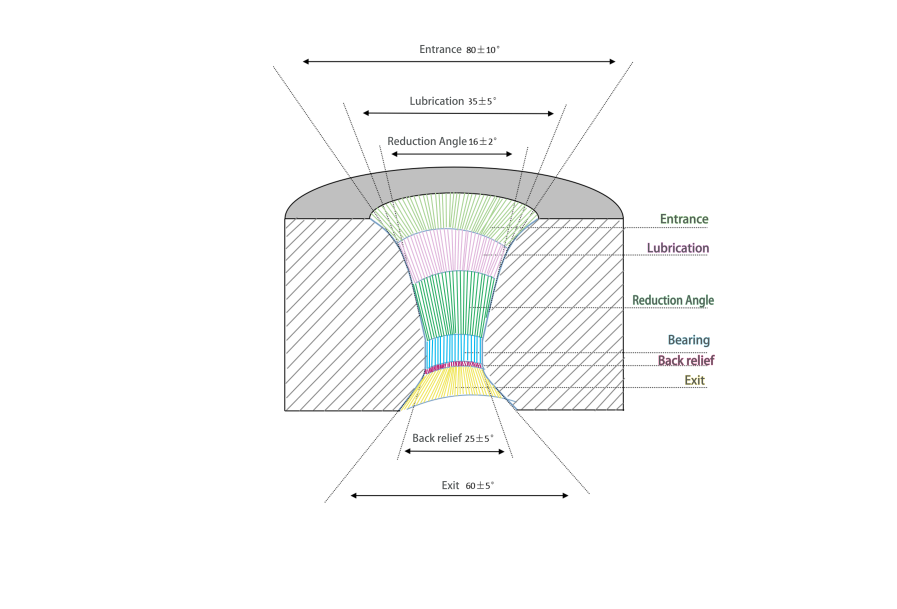
Ingångszon : Ritmaterial kommer in i formarna genom detta område. I allmänhet är det en båge för att undvika dragmaterial som repas av formarna.
Smörjområde: Det är för lagring av smörjmedel och smörjning av dragmaterial som bidrar till smidig dragning.
Reduktionszon: Det är en plastisk deformationszon för metallritning där nyckeldimensionen är längd och vinkel. Mindre längd kommer att göra att dragning av metall orsakar mer tryck till reduktionszonen. Detta kommer att avsevärt öka dragspänningen och påskynda slitaget på formarna, vilket kommer att påverka drageffekten. Reduktionszonens längd skiljer sig i olika ritningsmaterial, diameter och smörjning. Urvalsprincipen är: 1)längden ska vara kortare vid dragning av mjuk metalltråd jämfört med dragning av hårdmetalltråd; 2) längden bör vara kortare när man drar tråd med liten diameter jämfört med att dra tråd med stor diameter; 3) längden bör vara kortare vid våtdragning jämfört med torrdragningsreduktionszonvinkel: större vinkel kommer att öka draghållfastheten och hårdheten hos ritmaterialet samtidigt som det minskar böjningen och vridningen. Vinkeln för reduktionszonen bör vara mindre i dragstål medan den bör vara större vid dragning av icke-järnmetall och karbid.
Lagerlängd: Ritningsmaterialet får sin slutgiltiga storlek genom lagerlängd, olika lagerlängder i dragning och slitstyrka material. Om lagerlängden är för lång kommer det att öka friktionen vilket höjer stanstemperaturen och påverkar stansens livslängd. Det kommer också att öka dragspänningen som orsakar ökningen av krympningshastigheten och brotthastigheten vid dragning såväl som pulverförbrukningen; om lagerlängden är för kort kommer lagerändringar att påverka den färdiga storleken i ritningen.
Generellt 1) är lagerlängden kortare vid dragning av mjukt metallmaterial jämfört med dragning av hårdmetallmaterial; 2) lagerlängden bör vara kortare när man drar tråd med liten diameter jämfört med att dra tråd med stor diameter; 3) lagerlängden bör vara kortare vid våtdragning jämfört med torrdragning.
Ryggavlastning och utgång: Utgång är den sista delen där ritningsmaterial lämnar formarna. Det är för att skydda lagerlängden från sprickbildning. Utgången bör inte vara för kort, annars kommer utloppet lätt att brytas; ryggavlastning innebär att säkerställa att dragning av metall inte repar utgången och påverkar trådkvaliteten; vid justering av dynorna måste den vassa delen som ansluter utgången och lagret slipas till en båge för att undvika att tråden repas när den passerar genom dynorna.

Wire China 2024
Vi kommer att delta i Wire China 2024 i Shanghai.
Läs merRollen för SOLID STRANDING DIES och dess tillämpning i industriell produktion
SOLID STRANDING DIES, det vill säga solid stranding dys, är ett oumbärligt och viktigt verktyg i tråd- och kabelproduktionsindustrin. Nu kommer jag att introducera rollen som SOLID STRANDING DIES och dess tillämpning i industriell produktion.
Läs merOm rakning peeling dies
Om rakning peeling dies applicering
Läs mer